



滴斗自动组装机

背景技术:
目前对患者进行静脉输液时,广泛使用一次性使用输液器,主要由瓶塞穿刺器、进气器件、滴斗、流量调节器、药液过滤器、静脉输液针和若干连接导管组成。
在大气压力作用下,瓶内液体顺着较细的输液软管流入滴斗,当滴斗水柱压力大于静脉压时,瓶内的液体顺着软管流入静脉。
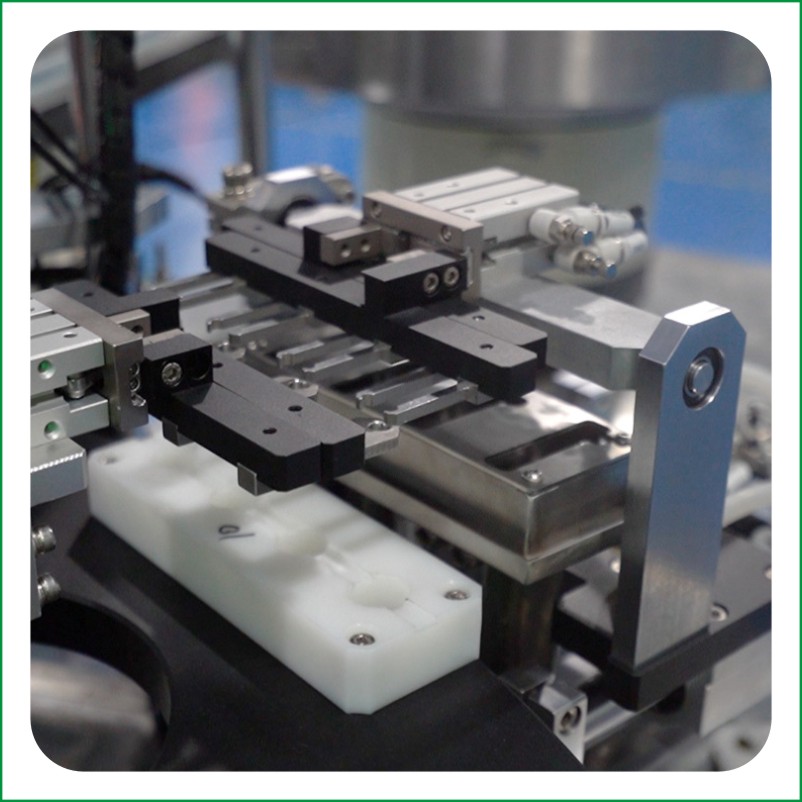
其中,如图1及图2所示,在滴斗200的生产组装过程中,需要将滴斗的本体201、底盖202、内芯203、三叉204及胶帽205依次涂上胶水,再组装固定在一起。
目前,这组装的过程大多都是依靠工人手工操作完成的,但是,手工操作无法保证滴斗200组装过程中的胶水是均匀涂抹的,而且滴斗200会很容易附上细菌,
难以保障滴斗组装的质量;另外,手工操作的组装速度慢,严重影响了生产效率。
因此,急需要一种滴斗自动组装机来克服上述存在的问题。
技术实现要素:
本实用新型的目的在于提供一种能够保障滴斗组装的质量且组装速度快的滴斗自动组装机。
为实现上述目的,本实用新型提供了一种滴斗自动组装机,适用于将滴斗的本体、底盖、内芯、三叉及胶帽组装在一起,其中,所述滴斗自动组装机包括:
机架;
转盘,所述转盘绕一竖直的轴心线枢接于所述机架上;
旋转驱动装置,所述旋转驱动装置设于所述机架上,所述转盘传动连接于所述旋转驱动装置的输出端;
转动夹具,所述转动夹具设于所述转盘上,所述转动夹具具有一竖直夹紧固定所述本体的竖直夹紧状态及一水平夹紧固定所述本体的水平夹紧状态,所述机架
上沿所述转盘的转动方向顺次分布有本体上料工位、本体末端涂胶工位、底盖组装工位、底盖涂胶工位、内芯组装工位、夹具翻转工位、本体前端涂胶工位、
三叉组装工位、三叉涂胶工位、胶帽组装工位、卸料工位及复位翻转工位,所述旋转驱动装置驱使所述转盘旋转来带动所述转动夹具顺次移动于所述本体上料
工位、本体末端涂胶工位、底盖组装工位、底盖涂胶工位、内芯组装工位、夹具翻转工位、本体前端涂胶工位、三叉组装工位、三叉涂胶工位、胶帽组装工位、
卸料工位及复位翻转工位;
本体送料器,所述本体送料器设于所述机架上;
本体上料装置,所述本体上料装置设于所述本体上料工位上,所述本体送料器将所述本体输送至所述本体上料装置上,所述本体上料装置将所述本体移送至位于
所述本体上料工位上的所述转动夹具上,所述转动夹具处于所述竖直夹紧状态的夹紧固定所述本体;
本体末端涂胶装置,所述本体末端涂胶装置设于所述本体末端涂胶工位上,所述本体末端涂胶装置对移动至所述本体末端涂胶工位上的所述本体末端的内侧进行涂胶;
上一条:输液器上导管七件套组装机
下一条:无
版权所有:
-
 咨询客服
咨询客服
-
 拨打电话
拨打电话
扫描微信二维码
X
